dbgun03.htmlっ
<〜電動ブローバック3〜>
[目次]
[
0
1
2
参
4
5
6
7|
8
][
0
1
2
3
4
5
][
0
1
3
4
5
6
][
0
1
][
0
]
●続き2
○チャンバー内部
 3-1拡大
弾をローディングしやすいように、表面がテーパーのように整形加工されてますね。
○代替スプリング。
3-1拡大
弾をローディングしやすいように、表面がテーパーのように整形加工されてますね。
○代替スプリング。
 3-2拡大
別のホームセンターで見つけた引きバネです。
これを使うことにしました。
3-2拡大
別のホームセンターで見つけた引きバネです。
これを使うことにしました。
 3-3拡大
短かくしました。
短くするのは簡単です。まず、2ターンほど長く切って、その2ターンを垂直に曲げます。
コレだけです。
3-3拡大
短かくしました。
短くするのは簡単です。まず、2ターンほど長く切って、その2ターンを垂直に曲げます。
コレだけです。
●バレル加工
○チャンバー加工。
 3-4拡大
これは、バレルの両サイドに削り欠きがあり、これとチャンバーが噛み合って、
組み立てでHOPの方向を楽に維持しています。
しかし、HOPで左右の弾道を修正できれば、と思い、コレを削り取ることにしました。
旋盤に挟み、内グリ丸バイトで切削です。
○ノズルのボアアップ1
3-4拡大
これは、バレルの両サイドに削り欠きがあり、これとチャンバーが噛み合って、
組み立てでHOPの方向を楽に維持しています。
しかし、HOPで左右の弾道を修正できれば、と思い、コレを削り取ることにしました。
旋盤に挟み、内グリ丸バイトで切削です。
○ノズルのボアアップ1
 3-5拡大
ノズルのボアアップには、すぐに丁度良い物が見あたらなかったので、
精密マイナスドライバーをちょっと斜めに取りつけました。
この際、丸バイト台の下にシムの変わりに突っ切り板を2枚はめています。
ほとんど綺麗に削れるのですが、先がしなって奥側がちょっと削り不足です。
○ノズルのボアアップ2
3-5拡大
ノズルのボアアップには、すぐに丁度良い物が見あたらなかったので、
精密マイナスドライバーをちょっと斜めに取りつけました。
この際、丸バイト台の下にシムの変わりに突っ切り板を2枚はめています。
ほとんど綺麗に削れるのですが、先がしなって奥側がちょっと削り不足です。
○ノズルのボアアップ2
 3-6拡大
仕方ない、エンドミルを使ってみよう。と思いました。
エンドミルは、最初思いついてたのですが、ノズルのボアからシビアなことになりそうなので避けてました。
しかし、既にマイナスドライバーで広がっていたので楽になっていました。
これも僅か斜めにして先だけが当たるようにしてから、丸バイト台の下に突っ切り板を1枚はめました。
ものすごくうまく行きました。
深さはノズル先のテーパーがかかる部分までで止めました。
4.45mmのボアが5.75mmになりました。強度の様子を見ながらでしたので、
当初の予定より広くしました。
コレ以上は強度に問題が出てきそうです。
ノズルの外径は6.95mmです。
ボアはあまり削っても効果無いかな?と思ってました。でも、口で吹くと違いました。はたして?
○バレル切断
3-6拡大
仕方ない、エンドミルを使ってみよう。と思いました。
エンドミルは、最初思いついてたのですが、ノズルのボアからシビアなことになりそうなので避けてました。
しかし、既にマイナスドライバーで広がっていたので楽になっていました。
これも僅か斜めにして先だけが当たるようにしてから、丸バイト台の下に突っ切り板を1枚はめました。
ものすごくうまく行きました。
深さはノズル先のテーパーがかかる部分までで止めました。
4.45mmのボアが5.75mmになりました。強度の様子を見ながらでしたので、
当初の予定より広くしました。
コレ以上は強度に問題が出てきそうです。
ノズルの外径は6.95mmです。
ボアはあまり削っても効果無いかな?と思ってました。でも、口で吹くと違いました。はたして?
○バレル切断
 3-7拡大
ベースのバレルはM4-RISの標準である精密タイトバレルです。
タイトとは言え、見た感じ、隙間が半分になった程度です。
外径がほぼ等しいですので、そのままでOKです。
というか、殆どのマルイのGUNは、共通のようです。
切断は、突っ切り板バイトをホルダーにはめて使用します。
あらかじめ切ってあるバレルの先端を後端にすることにしました。
もっとタイトだと、6.04mmTN加工バレルがありますね。
そこまでやるのはお金がもったいないです。
しかし、どの程度か興味はあります。
○切断面調整
3-7拡大
ベースのバレルはM4-RISの標準である精密タイトバレルです。
タイトとは言え、見た感じ、隙間が半分になった程度です。
外径がほぼ等しいですので、そのままでOKです。
というか、殆どのマルイのGUNは、共通のようです。
切断は、突っ切り板バイトをホルダーにはめて使用します。
あらかじめ切ってあるバレルの先端を後端にすることにしました。
もっとタイトだと、6.04mmTN加工バレルがありますね。
そこまでやるのはお金がもったいないです。
しかし、どの程度か興味はあります。
○切断面調整
 3-8拡大
バリが残っているのと、長さを調節するため標準左バイトを垂直面にして削ります。<故にバイトが少し傾きます。
長さは、100.04mmになりました。ノーマルよりちょっと長い設定です。
○内側面取り(失敗)
3-8拡大
バリが残っているのと、長さを調節するため標準左バイトを垂直面にして削ります。<故にバイトが少し傾きます。
長さは、100.04mmになりました。ノーマルよりちょっと長い設定です。
○内側面取り(失敗)
 3-9拡大
そのまんま、バイトを傾けて内側を面取りしようとしましたが、バイトの下が当たって刃が触れてないので、ムリでした。
○内側面取り
3-9拡大
そのまんま、バイトを傾けて内側を面取りしようとしましたが、バイトの下が当たって刃が触れてないので、ムリでした。
○内側面取り
 3-10拡大
結局、内切り丸バイトを傾けることで面取りしました。
ちょっとやって、後は細かいサンドペーパーで更にカドを3回程度擦りました。
これで十分ですね。
○外側面取り
3-10拡大
結局、内切り丸バイトを傾けることで面取りしました。
ちょっとやって、後は細かいサンドペーパーで更にカドを3回程度擦りました。
これで十分ですね。
○外側面取り
 3-11拡大
これは標準左バイトを傾けて、外側を面取りです。少々深くやりました。
というのも、バレルがちょっと長いからです。
○バレル後端外径切削
3-11拡大
これは標準左バイトを傾けて、外側を面取りです。少々深くやりました。
というのも、バレルがちょっと長いからです。
○バレル後端外径切削
 3-12拡大
今度はバレル後端をテーパーを付けながら、外径を小さくします。
バイトの先があるところが最終位置です。
径は、オリジナルが7.95mmに対して、
8.05mmの時点で、はめて見るとぴったりでした。<合わせテストを繰り返しながら削りました。
長さは、4.00mmに削りました。
○HOP用切り欠きの切削
3-12拡大
今度はバレル後端をテーパーを付けながら、外径を小さくします。
バイトの先があるところが最終位置です。
径は、オリジナルが7.95mmに対して、
8.05mmの時点で、はめて見るとぴったりでした。<合わせテストを繰り返しながら削りました。
長さは、4.00mmに削りました。
○HOP用切り欠きの切削
 3-13拡大
バイスにバレルを挟んでから、
フライス盤に、エンドミルを付けてHOP用の切り欠きの切削です。
切削後の厚さはさは、オリジナルが5.50mmでしたが、テンションを上げたいため、6.00にしました。
ここの切り欠きの一部には、オリジナルでも、面取りが無いのですが、弾に傷が入ったりする原因ですので、
エッジを細かいペーパーで3〜5回ほど軽く擦っておくと良いです。
バレルは、エアツールで切りくずを吹き飛ばして、後は、ティッシュペーパーを棒で押して掃除しました。
切削面を綺麗にするには、切削油を使用して切削するのが良いですが、
真鍮は加工が楽で負担も小さいので使いませんでした。
○加工精度など
この加工において、アドリブでやりましたが、
オリジナルの精度は、50μmの精度に対して、こちらは、10μm以下の精度にしました。
オリジナルは、NC加工のはずなのですが…、
計ったのはノギスですが、このメーカのノギスは1μm程度の精度です。
目盛りは50μm刻みですが、慣れれば、10μm精度で読めます。
しかも、3点以上測定しています。
バレルはよく見るとセンターも僅かにズレてます。計測してもずれてます。
バレル内面は、反射光が結構でこぼこです。
表面精度が低いようですね。
これが命中精度にどれくらい影響するのか不明ですが…、
目で見て10μmは、明らかに判る領域です。
触れば、1μm以下も判ります。
切削作業は、様子を見ながら削り、撮影など入りましたので、3.5時間位かかりました。
3-13拡大
バイスにバレルを挟んでから、
フライス盤に、エンドミルを付けてHOP用の切り欠きの切削です。
切削後の厚さはさは、オリジナルが5.50mmでしたが、テンションを上げたいため、6.00にしました。
ここの切り欠きの一部には、オリジナルでも、面取りが無いのですが、弾に傷が入ったりする原因ですので、
エッジを細かいペーパーで3〜5回ほど軽く擦っておくと良いです。
バレルは、エアツールで切りくずを吹き飛ばして、後は、ティッシュペーパーを棒で押して掃除しました。
切削面を綺麗にするには、切削油を使用して切削するのが良いですが、
真鍮は加工が楽で負担も小さいので使いませんでした。
○加工精度など
この加工において、アドリブでやりましたが、
オリジナルの精度は、50μmの精度に対して、こちらは、10μm以下の精度にしました。
オリジナルは、NC加工のはずなのですが…、
計ったのはノギスですが、このメーカのノギスは1μm程度の精度です。
目盛りは50μm刻みですが、慣れれば、10μm精度で読めます。
しかも、3点以上測定しています。
バレルはよく見るとセンターも僅かにズレてます。計測してもずれてます。
バレル内面は、反射光が結構でこぼこです。
表面精度が低いようですね。
これが命中精度にどれくらい影響するのか不明ですが…、
目で見て10μmは、明らかに判る領域です。
触れば、1μm以下も判ります。
切削作業は、様子を見ながら削り、撮影など入りましたので、3.5時間位かかりました。
●加工の比較考察
 3-14拡大
3-14拡大
 3-15拡大
バレル上からの図と横からの図です、
新しいのがちょっと長いのと、先端のテーパーが大きく削られてますですね。
3-15拡大
バレル上からの図と横からの図です、
新しいのがちょっと長いのと、先端のテーパーが大きく削られてますですね。
 3-16拡大
バレル先端です。
内面は極力小さな面取り、外面は大きめな面取りをしているのが判ります。
3-16拡大
バレル先端です。
内面は極力小さな面取り、外面は大きめな面取りをしているのが判ります。
 3-17拡大
バレル後端です。
まず、肉厚が違って見えるのは、あえて削りを0.50mm浅くしたためですね。
それと、両サイドのミリングが無いので余計に分厚く感じられます。
あと、M4-RISの元のバレルの先端を後端にしてしまったため、内面の面取りが深すぎますね。
エア漏れになるかもしれません。そんな時は、エポキシで埋めます。
3-17拡大
バレル後端です。
まず、肉厚が違って見えるのは、あえて削りを0.50mm浅くしたためですね。
それと、両サイドのミリングが無いので余計に分厚く感じられます。
あと、M4-RISの元のバレルの先端を後端にしてしまったため、内面の面取りが深すぎますね。
エア漏れになるかもしれません。そんな時は、エポキシで埋めます。
 3-18拡大
ノズルのボアアップの図です。
3-18拡大
ノズルのボアアップの図です。
 3-19拡大
先端から内面を良く見ると、どこまでボアアップされてるか大体分かりますね、
3-19拡大
先端から内面を良く見ると、どこまでボアアップされてるか大体分かりますね、
 3-20拡大
チャンバーのバレルをはめ込む部分の加工です。出っ張りが削られてます。
3-20拡大
チャンバーのバレルをはめ込む部分の加工です。出っ張りが削られてます。
 3-22拡大
3-22拡大
 3-23拡大
バレルの端のルーペでの接写による超拡大です。
3-23拡大
バレルの端のルーペでの接写による超拡大です。
続く…、
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
続き
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
[目次]
全て、
財力と時間と気が向いたときの現在進行形です。
M92Fを使っての改造です。
↓分解と観察を始める。
電動ブローバック0
↓モーターやスイッチ等、電気系統の改造等
電動ブローバック1
↓駆動系メインの観察と改造
電動ブローバック2
↓バレルチャンバー部分の改造。
++[[[電動ブローバック3]]]++
↓シリンダー、スプリング系統の改造。
電動ブローバック4
↓弾速測定
電動ブローバック5
↓18歳以上対象の電動ブローバックモデルの予想と負荷試験から今後の課題と発展性の考察
電動ブローバック6
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
↓ギヤの強度UP:その01
電動ブローバック7
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
↓ギヤの強度UP:その02
電動ブローバック8
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
で、
新しいモデルを購入して変更してみました。
とりあえず、
電動ブローバック-コンバットデルタ
[電動ブローバック−G−1]
[電動ブローバック−G−1-1]
[電動ブローバック−スプリングの更なる強化-00]
[電動ブローバック−スプリングの更なる強化-01]
[電動ブローバック−スプリングの更なる強化-02]
[電動ブローバック−スプリングの更なる強化-03]
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
電動ブローバック-センチメーターマスター: 081102
[電動ブローバック-センチメーターマスター]
電動ブローバック-デザートイーグル.50AE
[電動ブローバック−デザートイーグル.50AE]
電動ブローバック-KP85: 081102
[電動ブローバック-KP85]
電動ブローバック-SIG-Pro2340: 081102
[電動ブローバック-SIG-Pro2340]
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
電動ブローバック-G-18C
[電動ブローバック-G-18C]
ワルサーP99-DAO: 081102
[電動ブローバック-ワルサーP99-DAO]
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
[ミニ電動マシンガン0]
[ミニ電動マシンガン1]
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
[電動ブローバックマシンガン「イングラムMac11」]
・
frm


 3-1拡大
3-1拡大 3-2拡大
3-2拡大 3-3拡大
3-3拡大 3-4拡大
3-4拡大 3-5拡大
3-5拡大 3-6拡大
3-6拡大 3-7拡大
3-7拡大 3-8拡大
3-8拡大 3-9拡大
3-9拡大 3-10拡大
3-10拡大 3-11拡大
3-11拡大 3-12拡大
3-12拡大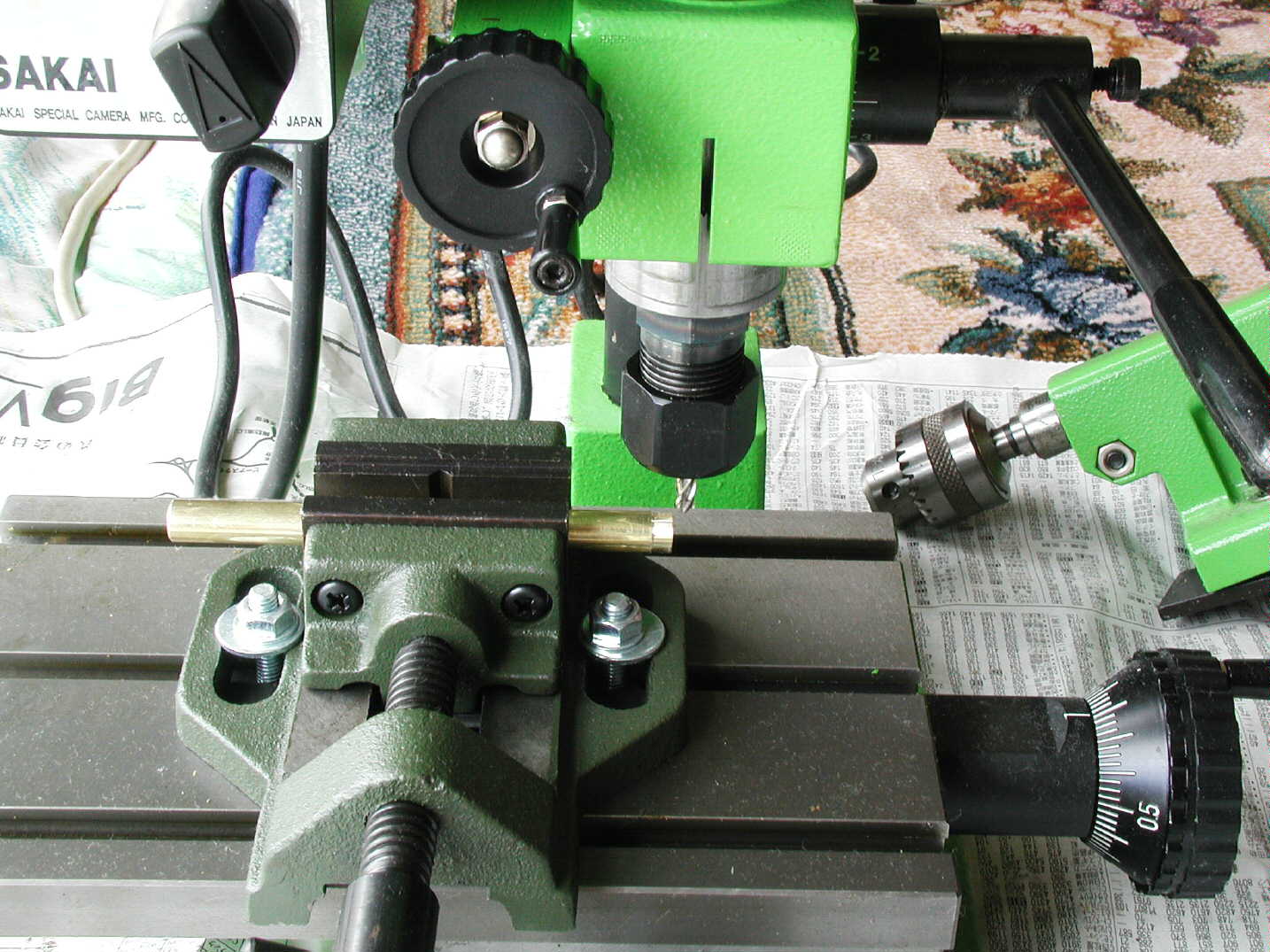 3-13拡大
3-13拡大 3-14拡大
3-14拡大 3-15拡大
3-15拡大 3-16拡大
3-16拡大 3-17拡大
3-17拡大 3-18拡大
3-18拡大 3-19拡大
3-19拡大 3-20拡大
3-20拡大 3-22拡大
3-22拡大 3-23拡大
3-23拡大